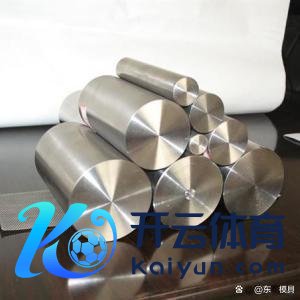
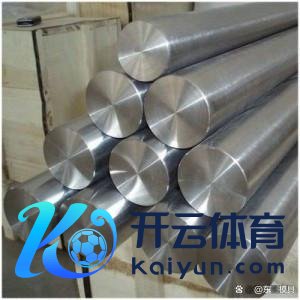
粉末冶金零件在坐褥加工进程中如何幸免模具损耗
由于以粉末冶金法所坐褥之部品鸿沟相配广,是以模具之耗尽气候因而更形复杂;归纳前述模具耗尽的气候与原因,要假造模具耗尽率应可从几方面入辖下手:
精进科罚的改善:加强东谈主员之训诫磨练与科罚、培植东谈主员教会、同期强化注重步调,可改善东谈主为身分所变成的冲头撅断及炸模等问题。
2.模料变更的改善:针对心棒断的问题,假造现行模料之硬度值约 2~3 度,可减少因心棒硬脆所变成的断裂机率。
3.针对冲头裂的问题,可在资本的考量下,针对易裂模具组件,增列高速钢(Skh9, Hrc 58)或粉末高速钢(Asp23, Hrc58)的选料契机,用以假造冲头裂的发生率。
4.贪图方面的改变:贪图东谈主员尽量幸免模具的易爆、易裂、易断的要素,在贪图进程当中商量到如何样雄厚,如何样倒角断绝易爆,如何样容易减少密度差,狭窄的模具如何样不错在作念落发具的同期要合适的短小精干,注重弯断。同期阐明不同的家具外形设定好相应的材料和热处理的温度等。
Mim注塑模具贪图重点
金属粉末精密打针成型是传统粉末冶金工艺和塑料打针成型工艺汇注拢的成型工艺,又称Mim(Metal Injection Molding)成型工艺。具体是将金属粉末和塑料粘结剂羼杂后在模具中成型,再经脱脂烧结,制成金属零件。
和无为的打针模具比较,其在成型零件、浇注系统、冷却系统和脱模系统等贪图方面有一些卓著之处。
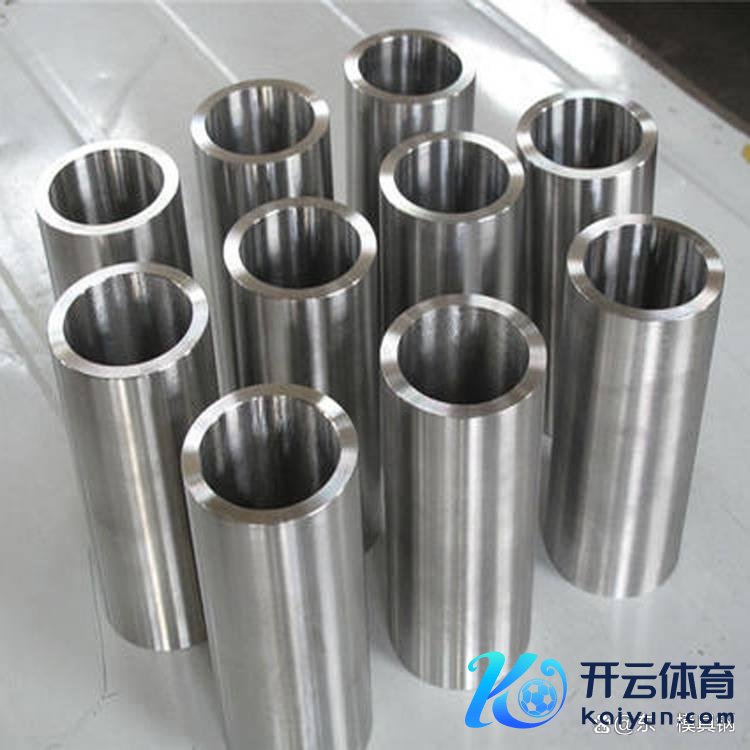
成型零件方面:1。消弱率不同,因为制件不但在打针成型时会消弱,烧结脱脂后还会消弱。2。脱模斜度不同,Mim注塑模具脱模斜度大,一般取1-3°。3。型腔大略度不同,Mim注塑模具比无为注塑模具要高。一般取RA0.4.4.材料耐磨性条目更高,因为原料中含有金属粉末,对型腔的摩擦力和磨损更大。Mim注塑模具成型零件必须选拔耐磨钢材,并经淬火或者名义渗氮处理。
浇注系统贪图:Mim注塑模具尽量选拔圆形截面的流谈。金属粉末是宝贵金属,流谈凝料尽量少,因此要尽量裁汰流谈的长度,少拐弯。